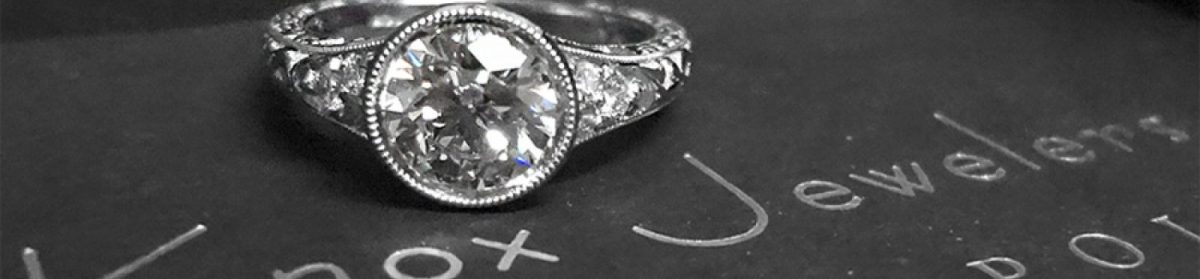


This new custom created engagement ring is brightening up everyone’s outlook here at Knox Jewelers. This recent custom creation features an extraordinary 2.00 carat round yellow sapphire. An unusual scalloped diamond halo and dramatic double claw prongs frame the center gemstone. This chromatic yellow sapphire reminds us how extraordinary colorful engagement ring can be!
The profile view of this custom design is not forgotten. Bead-set diamonds, milgrain edging and elaborate scroll relief engraving don either side of the ring. A top view band of matching bead-set diamonds finishes this design to perfection.
Knox’s ability to flawlessly incorporate colored stones into any custom piece is demonstrated in this and several other recent commissions. A perfect pairing of vintage detailing, glittering diamonds and a stand-out center stone makes Design 3520 a custom ring that is sure to attraction attention. Knox hand finishes and outstanding craftsmanship will ensure that this platinum and fancy colored sapphire engagement ring will last a lifetime.


Every ring at Knox Jewelers is made by hand from the ground up. We are extremely proud of our in-house design team that works tirelessly to add even the smallest details to your perfect custom engagement ring. We document the creation of our custom piece with jeweler’s eye view production photos, allowing you the chance to see your beautiful ring come to life.
This distinctive golden hued diamond halo ring engagement ring design can be recreated to accommodate any type, shape, or size center stones. Contact Knox Jewelers today to custom tailor this design to your preferred precious metal and central gemstone selection to create your own one-of-a-kind engagement ring!















